2000/2001
Stanzautomat
https://www.htl-neufelden.at/diplomarbeiten/stanzautomat/ 
Jahrgang
Projektpartner
KE KELIT
Maturanten
Zauner Andreas
5BAT
Betreuer

Felhofer Hubert

Grömer Herbert
Die vor zwei Jahren von Herrn Gumpenberger gebaute Stanze für die Firma KE KELIT sollte verbessert werden. Dies war notwendig, da der vorhandene Stanzautomat die Teile nicht vollständig abstanzte und so wieder eine Arbeitskraft die Anlage betreuen musste. Im Vordergrund steht das vollständige Abstanzen des Isolierschlauches bei einem Betriebsdruck von 6bar.
– Dazu zählt auch, dass die Schnittteile immer in der richtigen Länge abgestanzt werden. Die Einstellung der Schnittlänge soll ohne erneutes Überspielen eines geänderten SPS-Programmes geschehen. Das heißt es soll kein PC neben dem Stanzautomaten stehen.
– Die gesamte Stanze soll größer sein, um das Arbeiten, z.B. beim Stanzkopfwechseln zu erleichtern.
– Die Identifikation der Stanzköpfe soll neu konstruiert werden, um ein Zerstören der teuren Sensoren zu vermeiden.
– Für etwaige Probleme soll die Maschine so konstruiert werden, dass sie leicht zerlegt werden kann.
– Eine Warnleuchte soll eingebaut werden, damit Fehler im Betrieb angezeigt werden können.
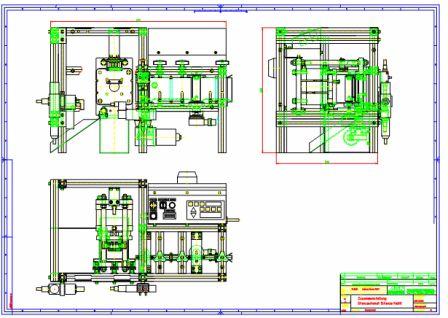
Der zu stanzende Isolierschlauch wird im Vorschubkanal zur Stanzeinheit gefördert. Dabei wird der Schlauch über Transportrollen, die mit Zugfedern gegeneinenadergespannt sind, im Förderkanal gefördert. Die Transportrollen werden von einem Gleichstrommotor angetrieben.Ist der Schlauch in der zum jeweiligen Stanzmesser passenden Länge gefördert worden, wird der Stanzvorgang eingeleitet. Die Überwachung der Vorschublänge erfolgt mit einem Drehgeber.Beim Stanzvorgang wird der Pneumatikzylinder ausgefahren und so das Stanzmesser in die Stanzunterlage gedrückt. Durch das Eindringen des Stanzmessers in die Gummiunterlage wird ein sicheres Abstanzen gewährleistet. Die Erkennung der 16 verschiedenen Stanzköpfe erfolgt mit Hilfe von 4 Induktivsensoren.
HTL-Neufelden
HTL-Neufelden
Höferweg 47
A-4120 Neufelden
![]()
Tel. 07282-5955
Fax 07282-5955-40
info@htl-neufelden.at
© Copyright - HTL-Neufelden